





如何選擇適合的萬瓦光纖激光器?
據(jù)中國激光產(chǎn)業(yè)發(fā)展報告顯示,國產(chǎn)常規(guī)10kW以上超高功率段光纖激光器整體出貨量已接近國外同功率段產(chǎn)品出貨量。這表明國產(chǎn)光纖激光器隨著自主研發(fā)實力的不斷增強正逐步被國內(nèi)市場接受。同時隨著工業(yè)市場對激光器產(chǎn)品的加工要求越來越高,高功率萬瓦激光器的需求量逐年提升已成為大勢所趨,而面對國內(nèi)市場品類繁多的萬瓦激光器,如何挑選適合自己的設(shè)備,客戶存在很多困惑。
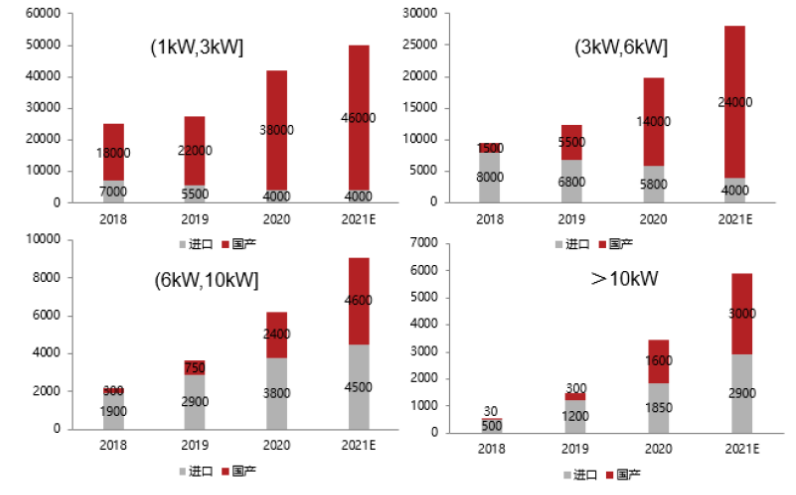
2018-2021E年我國光纖激光器出貨情況(單位:臺)
一、關(guān)于光纖激光器選擇的幾點常見困惑
困惑1:功率越高,加工效率就越高嗎?
近些年,高功率在激光加工行業(yè)的確越來越受歡迎。以銳科為例,去年萬瓦以上激光器產(chǎn)品銷售已超過2380臺(歷史累計達(dá)3200臺),較2020年增長達(dá)到243%,數(shù)量更是遠(yuǎn)超國內(nèi)其他友商;從功率來看,銳科的連續(xù)光纖激光器產(chǎn)品已達(dá)100kW之高,開創(chuàng)了國內(nèi)先河。
那么是不是功率越高,就代表激光器產(chǎn)品加工效率越高?實際并非如此,這取決于激光器的核心器件(有源光纖、泵浦源、高功率合束器等)的配置和客戶實際加工板材的類型及厚度。首先,激光器的核心器件配置一定程度地影響激光器的加工效率,更先進的核心器件及其匹配性可以實現(xiàn)加工效率高于同功率其他品牌的激光器。其次,要根據(jù)客戶加工板材的種類及厚度去進行衡量,同時在不同的應(yīng)用中如焊接、熔覆等,決定其加工效率的因素更多。因此,單一只看功率則無法進行加工效率的對比。
當(dāng)然,一般而言,同一品牌的激光器更高功率代表著更高的加工效率。以銳科不同功率的多模組光纖激光器為例,30kW相比其他較低功率20kW/12kW的萬瓦激光器而言,無論是在光纖、泵浦源、合束器等器件方面還是控制系統(tǒng)等方面都進行了升級,從而使得整體的加工效率或性能表現(xiàn)都提高了一個等級。
激光器類型 | 多模組30kW | 多模組20kW | 多模組12kW |
纖芯 | 100μm | 100μm | 100μm |
電光轉(zhuǎn)化效率 | ≥40% | ||
工作電壓 | 323~437,三相四線(含PE)連接Three Phase- four Wire Connect | ||
控制方式 | 標(biāo)配:RS232/AD/ EtherNET 選配(選配需咨詢): Profinet/Devicenet/EtherCAT | ||
應(yīng)用優(yōu)勢 | 效率更快 | / | / |
應(yīng)用領(lǐng)域 | 切割、焊接、熔覆等 | 切割、焊接 | 切割、焊接 |
那么,我們來看一下銳科12kW、20kW、30kW切割不同厚度的碳鋼的工藝效果的對比情況。
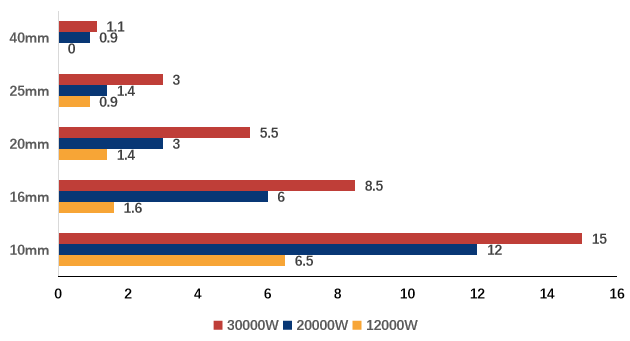
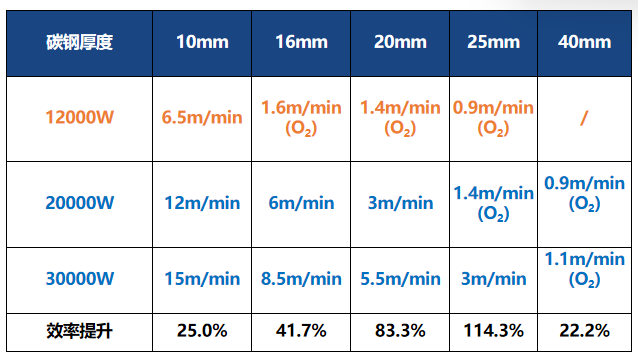
多模組30kW、多模組20kW及多模塊12kW切割碳鋼進行工藝實測(表格中未標(biāo)注輔助氣體的為空氣)
從表中可以看出,30kW輔助空氣切割10mm厚度的碳鋼相較20kW效率提升了25%,效率相較雖有提升,但優(yōu)勢并不非常明顯,而在切割25mm厚度的碳鋼優(yōu)勢明顯,30kW的效率相較20kW 提升114.3%。
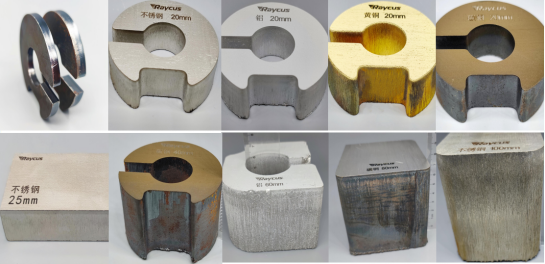
產(chǎn)品應(yīng)用案例
因此,從實際應(yīng)用來看,客戶要依據(jù)自身加工板材的類型及厚度選擇最適合自己的高功率產(chǎn)品。若客戶加工板材多以薄板為主,則可選配萬瓦級別中能夠最大程度滿足自身所需加工效率的產(chǎn)品,若加工板材中厚板居多或加工量大,則可選配功率更高的萬瓦級激光器產(chǎn)品。不少客戶因為加工量非常大,也會選擇配置銳科30kW激光器的設(shè)備,正是看重其可以兼顧對薄、中、厚板的切割速度、斷面質(zhì)量等綜合需求,使得工廠的加工效率大幅提升,進而減少整體運營成本,更快獲得收益回報。
困惑2:同一功率下,纖芯越小越好嗎?
眾所周知,高功率和高亮度是當(dāng)前激光技術(shù)突破的方向。某些激光器廠商引導(dǎo)“小纖芯就代表高亮度”這個觀點,讓客戶在選擇上誤以為纖芯越小就代表激光器更厲害。其實這是一個誤區(qū)。
高亮度激光器和光束參數(shù)積BPP值緊密相關(guān),BPP=ω0*θR,ω0是光束的束腰半徑,θR是激光束的遠(yuǎn)場發(fā)散角。BPP值越低,光束質(zhì)量就越好。亮度定義為單位面積、單位立體角內(nèi)的功率,亮度Br=P/(π*BPP)2 。達(dá)到高亮度的前提條件有兩項,一是提升激光器功率,二是提高光束質(zhì)量,兩者單一提升或共同提升都可以帶來激光器亮度提升,功率提升辦法固然較多,但光束質(zhì)量提升不等同于采用更小芯徑的光纖就能達(dá)到。因為纖芯直徑不能等同于束腰直徑,縮小纖芯的同時必須要不增大光束遠(yuǎn)場發(fā)散角,才能降低BPP值,達(dá)到更好的光束質(zhì)量。

BPP=ω0*θR,ω0束腰半徑,θR遠(yuǎn)場發(fā)散角
在超高功率光纖激光器應(yīng)用場景中,客戶需求的是效益的提升,具體可以從兩個方面實現(xiàn):一是光纖激光器電光轉(zhuǎn)換效率的提升,達(dá)到省電更省錢的目的;二是綜合加工效益的提升,達(dá)到提效更掙錢的目的。激光加工是一個系統(tǒng)工程,只有做到機床、系統(tǒng)、氣路、加工頭、激光源、板材以及加工工藝多維匹配、相輔相成,才能真正提高系統(tǒng)的利用率,創(chuàng)造最優(yōu)受益。而銳科萬瓦系列光纖激光器電光轉(zhuǎn)化效率高達(dá)40%以上,且較大程度地對發(fā)散角進行優(yōu)化,使之能夠較好地匹配市場所有品牌不同光學(xué)配置的切割頭及系統(tǒng),從而更好地兼顧客戶對薄、中、厚板的切割需求。
困惑3:同一功率下,單模塊、多模塊如何選擇?
光纖激光器的模塊組成分為單模組和多模組兩種,在切割應(yīng)用中,聚焦光斑對切割出的質(zhì)量有很大影響,單模組萬瓦激光器采用單纖放大達(dá)到萬瓦級別,光束為近高斯分布,能量比較集中,一般采用模式轉(zhuǎn)換方式實現(xiàn)光束勻化效果,其效果受器件一致性影響波動較大。多模組萬瓦激光器一般采用多個2000~6000W光模塊合束而來,實現(xiàn)了多光束的疊加,天然的形成勻化效果,一致性較好。
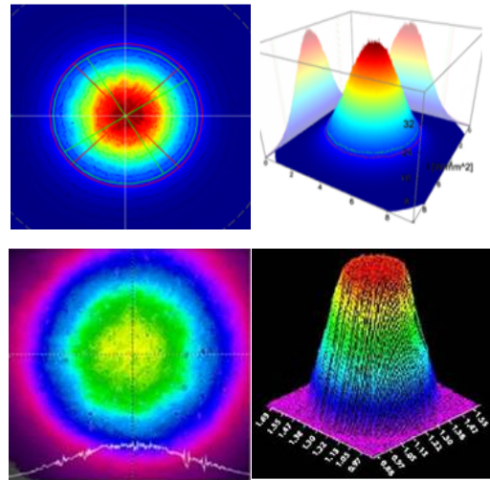
單模組和多模組萬瓦光纖激光器光束圖對比(上2為單模,下2為多模)
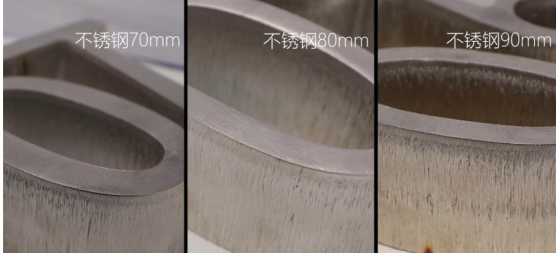
單模組萬瓦激光器的優(yōu)勢在中薄板切割速度,以銳科單模組12000和多模組12000激光器進行對比,在20mm以下不同厚度的不銹鋼輔助氮氣或空氣切割條件下,單模組12000切割效率優(yōu)于多模組12000光纖激光器。
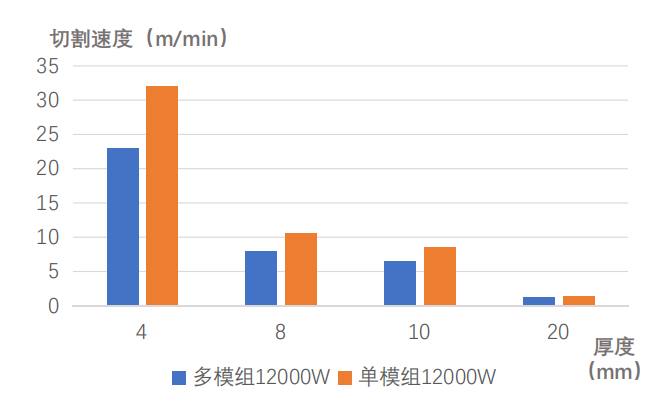

單模塊12000W和多模塊12000W切割不銹鋼工藝實測數(shù)據(jù)效果對比
多模組萬瓦激光器在光束勻化效果上更好,使得厚板切割質(zhì)量上優(yōu)勢更為明顯。有的客戶對加工斷面的要求非常高,因此他們?nèi)匀粫走x多模組光纖激光器。
總而言之,單模組和多模組并不能進行單純的對比,它們都是光纖激光器的一項配置,就好比一輛車,轎車適合公路,越野適合山地,但是轎車也能跑山地,越野也能跑公路,所以光纖激光器到底選多模組還是單模組要看客戶實際的加工需求。

12000W單模組切割6mm碳鋼效果

12000W多模組切割30mm碳鋼效果
