





氬弧焊和手持光纖激光焊接機(jī)優(yōu)勢對比介紹
對異性件焊接工藝:
氬弧焊:是打點(diǎn)的方式,也叫打點(diǎn)焊,點(diǎn)一下工件就是一個(gè)焊疤和焊瘤,熱影響非常大,后期處理絕對需要打磨,不然有疤。需要輔助焊絲。
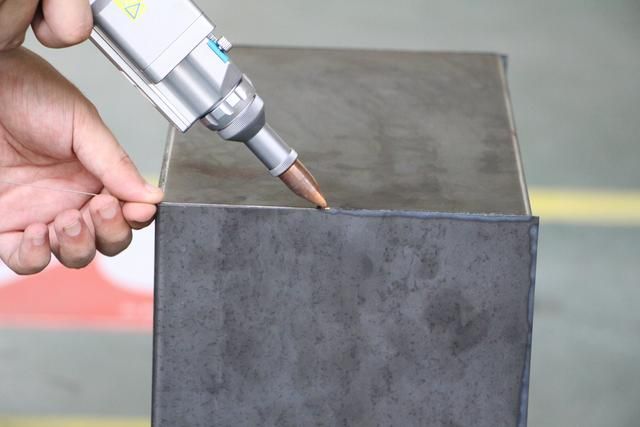
手持激光焊:激光連續(xù)出光,因?yàn)榧す獠唤佑|工件本身,利用高溫出光,瞬間融化金屬,產(chǎn)生熔池,配合氣體均勻填滿焊縫和冷卻定型。即熱即冷,熱影響小,焊縫美觀,后期根據(jù)客戶需求,不用打磨也可直接使用。
厚度要求:
氬弧焊或者氣保焊不易焊接薄板。
手持激光焊適合3mm以內(nèi)薄板焊接,超過4mm以上,基本是氬弧焊的專長。
適合的工藝和作用
氬弧焊:適合做加強(qiáng)筋或者是緊固件,例如做4mm以上的板材或者管材,床體的焊接,不要求精度和美觀度,只用于加固和承重,那么它具備足夠的優(yōu)勢。可以一直打點(diǎn),堆積厚度,加固工件本身,而不注重美觀。
手持激光焊:適合外觀件、支撐件、結(jié)構(gòu)件。
出現(xiàn)漏焊或虛焊的情況
氬弧焊:在原有的焊接工件上重復(fù)打點(diǎn)焊接,就會出現(xiàn)一個(gè)坑,一個(gè)點(diǎn)就是一個(gè)坑。后期如果焊接不好,不能補(bǔ),越補(bǔ)的地方越容易塌陷,大型件成本很高,如果焊廢了,成本很高。
手持激光焊:可以補(bǔ)焊,人可以靈活焊接,也可以根據(jù)實(shí)際需求,填焊絲,后期略微打磨以下。
熱影響情況
氬弧焊:熱影響大,散熱慢,焊點(diǎn)到金屬的部位就全是紅色,非常燙手。
手持激光焊:熱影響小,散熱快。
移動靈活性
氬弧焊:3米長,后面拖著一個(gè)電機(jī)箱(槍體)不方便移動。
手持激光焊:5-20米長,方便移動。
危險(xiǎn)系數(shù)
氬弧焊:火花大,容易濺到身上和臉上。
手持激光焊:沒有火花,激光防護(hù)眼鏡。
工人要求
手持激光焊:操作簡單,培訓(xùn)3小時(shí)即可上手焊接產(chǎn)品,普通工人容易上手。
效率對比
手持激光焊是氬弧焊的幾倍速度。
焊接承重力,或者拉力
結(jié)合焊接厚度和功率來說,不同功率對應(yīng)厚度可以達(dá)到滿焊,完全熔透工件。熔透焊接的地方會比材料本身更堅(jiān)固,因?yàn)槭軣岷蠼?jīng)過斷火處理,二次加溫鍛造后更加牢固、耐磨。客戶可以打樣,寄送樣品,回去自己做拉力測試,可能焊接的地方?jīng)]有拉破,沒焊接的地方先壞掉。

擺動頭激光焊接機(jī)
單面焊接和雙面焊接
一般單面焊接會牢固度會沒有雙面焊接牢固度好,雙面焊接表面受熱更均勻,更好看,熱影響更小,變形最小。
單面焊接,要么追求美觀度,要么追求牢固度,如果想牢固一些,就需要焊接慢一點(diǎn),那么受熱就會多一點(diǎn),熱影響就會大一點(diǎn)。
